




做加工的,比起精度來是不會服輸?shù)模盟茖崿F(xiàn)μm級加工精度是件很容易的事情。事實上,高精度加工是一個嚴(yán)謹(jǐn)?shù)募夹g(shù)話題,而有不少人連溫度對精度影響的常識都不明白就夸夸其談精度,實在令人無語!這篇文章將給大家做一個較全面的科普。
01基本常識:溫度變化對材料的影響
眾所周知,材料都會存在熱脹冷縮,在精密加工中,對于溫度問題是絕對不能忽視的!溫差是精度的敵人,如果我們不在乎溫度這個重要的議題,如何討論精度? 因為大部分的機(jī)器組合成分都是鋼材、鑄鐵,會依室溫與機(jī)器本身產(chǎn)生的熱改變形狀與長度。
材料熱脹冷縮的具體量,取決于材料及溫度的變化值。下面為大家提供了鋼和銅的膨脹系數(shù)表,比如,鋼材直線膨脹為長度每米在溫度變化1°C 時會產(chǎn)生12μm 的變化。
鋼的膨脹系數(shù)如下圖所示:
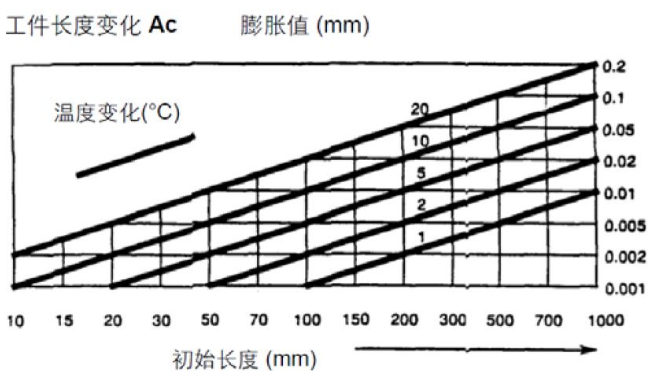
舉例:工件長度:200 mm溫度變化:10℃膨脹值:0. 02 mm
?
銅的膨脹系數(shù)如下圖所示:
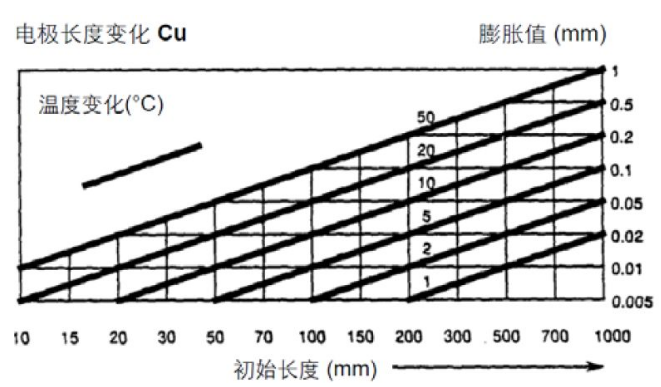
舉例:電極長度:200 mm溫度變化:10℃膨脹值:0.05 mm
02溫度引起檢測誤差
如果工件和檢測使用的檢測儀表以及量規(guī)使用不同材料制成,并且檢測時沒有處于標(biāo)準(zhǔn)溫度條件下,與標(biāo)準(zhǔn)溫度20°C的偏差將始終是產(chǎn)生檢測誤差的一個重要因素。
因溫度產(chǎn)生的檢測誤差
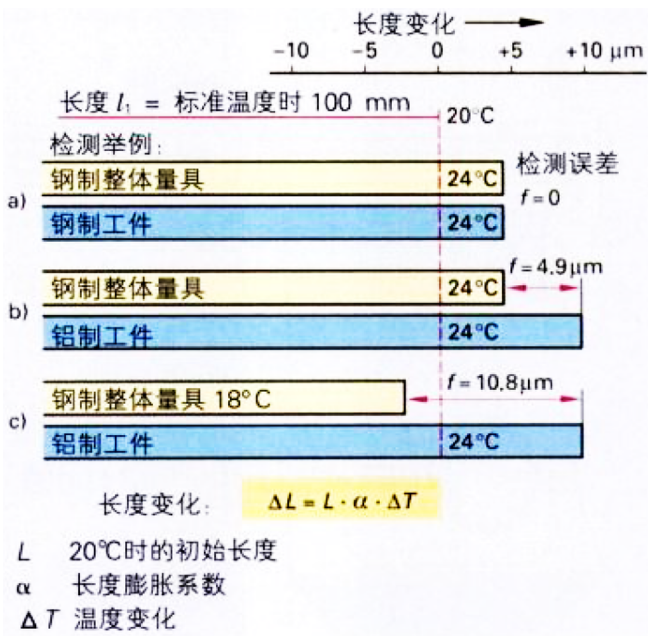
比如,將一個100mm長的鋼制塊規(guī)加熱4C,例如用手心溫度加熱,它便會出現(xiàn)4.6μm的長度變化。
另外,值得一提的是,在測量高精度零件的時候,前提是要有更高精度的測量手段。如果本身的測量儀器或者設(shè)備精度指標(biāo)就不高,你的高精度從哪里來?
03重要的加工理念:維持熱穩(wěn)定
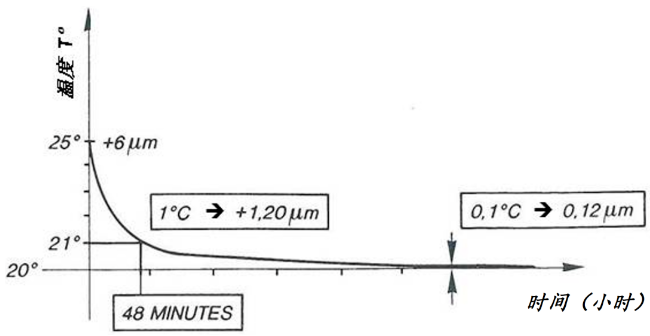
鋼件:100 x 30 x 20 mm
溫度從25℃下降到 20℃尺寸的變化:在25℃時,尺寸偏大6μm,當(dāng)溫度降至20℃時,尺寸僅偏大0.12μm,這是一個熱穩(wěn)定的過程,即使溫度迅速下降,仍然需要一個持續(xù)的時間才能維持精度。越大的物體,在溫度變化時需要更多的時間來恢復(fù)精度穩(wěn)定。
沒有精密加工經(jīng)驗的工廠,在去做精密加工時,往往將精度不穩(wěn)定的原因歸咎于設(shè)備精度問題。而有精密加工經(jīng)驗的工廠,他們都知道這是最基本的常識,對于環(huán)境溫度與機(jī)床的熱平衡會非常重視。他們非常清楚,即使是高精密的機(jī)床,也只有在穩(wěn)定的溫度環(huán)境與熱平衡狀態(tài)下才能獲得穩(wěn)定的加工精度。
?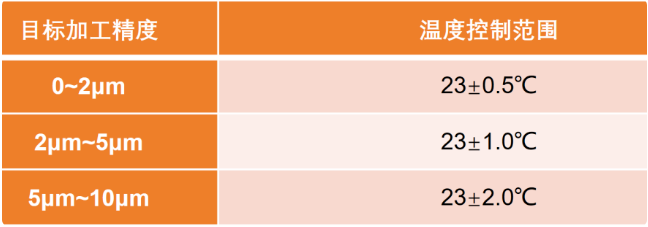
維持熱穩(wěn)定是精密加工必須悟透的重要理念。有些人可能糾結(jié)于溫度應(yīng)該維持在20℃還是23℃,其實,最重要的是能維持一個目標(biāo)值的穩(wěn)定性。理論書上一般要求的是20℃,實際車間一般取22-23℃,嚴(yán)格控制溫度波動即可。
04正確認(rèn)識加工精度與分析
一般來說,加工精度可以分為精密度和精確度。下圖是一個直觀的說明。
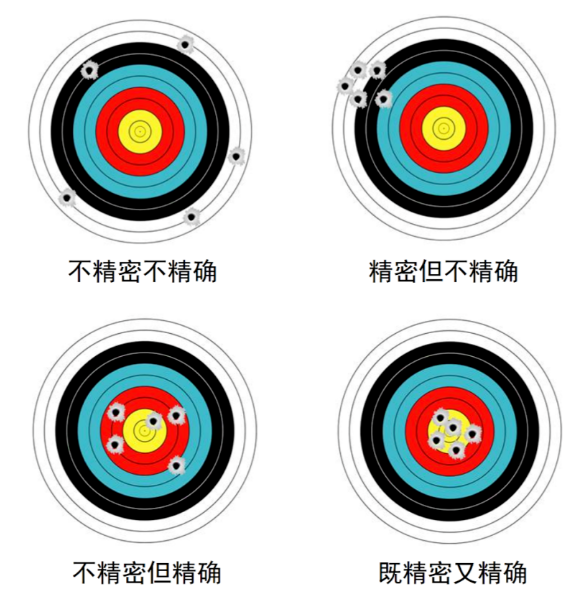
精密度(Precision)
指使用同種備用樣品進(jìn)行重復(fù)測定所得到的結(jié)果之間的重現(xiàn)性、一致性。有可能精密度高,但精確度是不高。例如,使用1mm的長度進(jìn)行測定得到的三個結(jié)果分別為1.051mm、1.053、1.052,雖然它們的精密度高,但卻是不精確的。
精確度(Accuracy)
指得到的測定結(jié)果與真實值之間的接近程度。測量的精確度高,是指系統(tǒng)誤差較小,這時測量數(shù)據(jù)的平均值偏離真值較少,但數(shù)據(jù)分散的情況,即偶然誤差的大小不明確。
精密度、精確度與溫度的關(guān)系
一般來說,如果加工的零件較精密但不精確,很有可能是車間的溫度波動較大,造成精度離散性大;如果加工的零件較精確但不精密,很有可能是車間的溫度波動不大,但是與標(biāo)準(zhǔn)溫度偏差較大;既不精密也不精確,那說明車間溫度與標(biāo)準(zhǔn)溫度及控制要求都偏離很大。
05被遺忘的機(jī)床預(yù)熱
工廠使用精密數(shù)控機(jī)床進(jìn)行高精密加工,你是否有這樣的經(jīng)驗:每天早上開機(jī)進(jìn)行加工,首件的加工精度往往不夠好;長假后開機(jī)加工的首批零件往往精度很不穩(wěn)定,在高精度加工時失敗概率極高,尤其是位置精度。
機(jī)床只有在穩(wěn)定的溫度環(huán)境與熱平衡狀態(tài)下才能獲得穩(wěn)定的加工精度。在開機(jī)后就要投入高精密加工生產(chǎn)的情況,對機(jī)床進(jìn)行預(yù)熱是最基本的精密加工常識。
機(jī)床在長時間停止運行狀態(tài)下和熱平衡狀態(tài)下的加工精度差異較大,究其原因,是因為數(shù)控機(jī)床的主軸和各運動軸在運行一段時間后,其溫度相對維持在某一固定水平,且隨著加工時間的變化,數(shù)控機(jī)床的熱態(tài)精度趨于平穩(wěn),這就表明了加工前的主軸和運動部件預(yù)熱是非常有必要的。
然而,機(jī)床的“熱身運動”這個準(zhǔn)備環(huán)節(jié)被很多工廠忽視或者不知曉。如果機(jī)床擱置狀態(tài)達(dá)到多天以上時,建議在高精密加工前進(jìn)行30分鐘以上的預(yù)熱;如果擱置狀態(tài)僅為數(shù)小時,建議在高精密加工前進(jìn)行5-10分鐘的預(yù)熱。
預(yù)熱的過程就是讓機(jī)床參與加工軸的反復(fù)移動,最好進(jìn)行多軸聯(lián)動,比如讓XYZ軸從坐標(biāo)系的左下角位置移動到右上角位置,反復(fù)走對角線。執(zhí)行的時候可以在機(jī)床上編寫一個宏程序,讓機(jī)床反復(fù)執(zhí)行預(yù)熱的動作。
在機(jī)床進(jìn)行充分的預(yù)熱后,充滿活力的機(jī)床就可以投入高精密加工生產(chǎn)了,您將獲得穩(wěn)定一致的加工的精度。
本文來自網(wǎng)絡(luò)轉(zhuǎn)載

東莞總部
地址:廣東省東莞市大朗鎮(zhèn)高英路128號
電話:(86) 769-8311 8946
傳真:(86) 769-8311 9736
電子郵箱:info@wim.hk
香港公司
地址:香港灣仔皇后大道東
電話:(852) 3188 2554
傳真:(852) 2401 3666
電子郵箱:info@wim.hk